




On March 10th 2015 AeroComposit Company announced opening a new laboratory intended for carrying out strength and climatic testing of structurally similar components made of polymer composites. The new facility was established on the basis of an old development laboratory intended for carrying out studies in the area of technologies and design of composite components. Besides this Moscow site, where studies of composites and development of technologies for production of composite components were started in 2011, in 2013-2014 United Aircraft Corporation (UAC) opened two new enterprises: Kazan-based KAPO-Composit (specializes in production of high-lift devices and empennage, elements of front and rear sections of the wing manufactured using autoclave technology) and AeroComposit-Ulyanovsk (specializes in production of aircraft components made of composites using infusion technology).
«The opening of this new laboratory allows us to test our products at different stages of the production. It is a great advantage, because we no longer depend on third-party organizations. In order to solve new problems and start using new materials we are going to upgrade the laboratory in the course of the year,» AeroComposit CEO Anatoly Gaidansky said.
.JPG)
AeroComposit CEO Anatoly Gaidansky
«Establishment of the laboratory was defined by the need for studying polymer composites and developing production technologies on the basis of these materials, components and prototypes, as well as elaborating a production documentation and using the obtained results at our plants in Kazan and Ulyanovsk. We have established the laboratory, which is involved in MS-21 project by means of testing the technical solutions used and checking technological parameters. All the purchased equipment allows simulating all these technologies, develop them and manufacture prototypes using these new technologies,» Head of development laboratory of technologies and polymer composite components Alexey Slobodinski said.
At this stage the focus of Moscow laboratory has changed. Now the facility focuses on different kinds of tests: incoming material inspection, which includes mechanical and chemical testing, work with companion specimen required to approve the quality of components. That is why the laboratory was prepared for this work. First of all, this refers to its certification and possibility of carrying out these works on behalf of plants. The certification process was completed in December 2014 and the accreditation certificate was issued by Aviation Registry of the Interstate Aviation Committee (AR IAC).

Head of development laboratory of technologies and polymer composite components, KAPO-Composit CEO, Alexey Slobodinski
So, the infusion technology was chosen as the major area of work. As I said before, this technology is new in Russia. Despite the fact that this technology was developed in other countries earlier, no one has ever used it on industrial scale, much less for production of large-scale aircraft components. This technology assumes using dry materials, usually “coal” ones and binding materials (resin). The technology includes two stages. At the first stage the so-called preform is made – dry materials are put on an attachment, a vacuum-sealed “bag” is made (air is evacuated from the “bag”) and then the molding is carried out in a thermal oven. The preform is heated, exposed in the oven and cooled in accordance with a special graph developed in the laboratory with a certain speed and parameters. At the second stage an “operational bag” is assembled containing the formed part and then it is impregnated with the resin under vacuum – the part is placed in a special oven and “baked” under a certain temperature. Since the air is evacuated from the “bag”, the part is uniformly impregnated with the resin.

That is the so-called “infusion technology”, which is being tested here on different elements – from the thinnest panels containing 3, 4 or 5 layers to the full-scale components. «We tried to understand what is the maximum thickness of a panel, which meets all the requirements in terms of strength. As a result we manufactured panels demonstrating stable characteristics and having a thickness from 2 to 25 mm; according to calculated data, these panels meet all the standards,» Alexey Slobodinski said. Besides production of the panels and specimens, the laboratory is carrying out work on all stages of the production cycle. Starting from incoming material inspection, material cutting using laser equipment, preform preparation, assembly of the “operational bag” and carrying out the infusion cycle itself using a thermal-infusion facility.
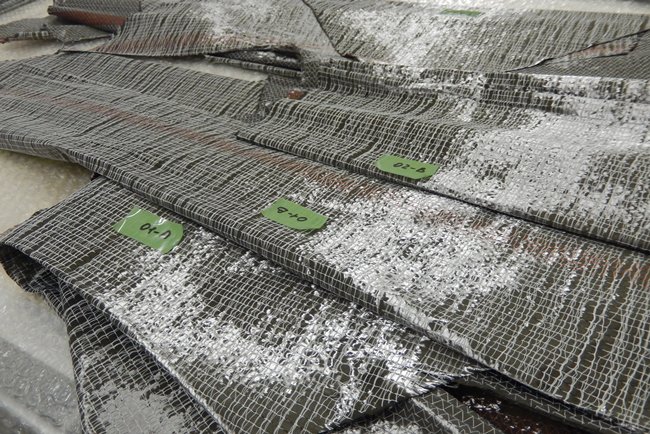
Carbon fiber materials are delivered in rolls, which does not differ much from traditional fabrics. The facility is equipped with laser projectors, which highlight contours of the model and professional cutters cut the material using the laser template. Then the preform is prepared manually.

Initially many problems were very complicated, because the specialists had no experience and no manuals, they had to do everything “from scratch”. Foreign companies were not going to share their secrets too. For example, it took them a long time to lay the material properly so its layers won’t spread out. A technology with a prepreg does not have such problems, because the fibers of the material are already impregnated with a binding material. In this case the material is dry. «It turned out that there is a technology, which includes ironing, - Slobodinski explained, - we saw it on photos illustrating articles on the topic published by western mass-media. Gradually we developed the required technology, which allows laying material with the use of irons with adjustable heating temperature”.

One would think, why go through all these difficulties if there is a proven technology? But there is one important nuance, which affects the quality of product – material’s best before date. The fact is that prepreg used in autoclave technology has a storage life of 9 or 12 months, but dry materials have a much longer shelf life. Moreover, dry materials can be stored at room temperature, while prepreg must be stored in a refrigerator at temperatures around minus 18 degrees Celsius. And defrosting reduces its shelf life every time. The material is transported and stored in a refrigerator and you have to take into account its “period of validity”. It is a rather complicated task, which requires tight control all the way down to minute-by-minute control of its storage life. All these aspects complicate the use of these materials and increase risk of producing a poor quality product. The infusion technology does not have all these restrictions. Materials are stored at a warehouse at room temperature. The binding material is stored in a refrigerator over the period of 12-14 months.
Moreover, AeroComposit-Ulyanovsk plant does not use ironing. The preform is prepared by a special robot, which spreads future wing panels made of thin tapes using a special algorithm and “solder” them to a previous layer (see figure). As a result you have a solid product made without a single welding joint or a rivet. Laboratory tests and studies confirmed that the infusion technology was chosen correctly. European companies still haven’t introduced this solution, which allows manufacturing composite wings using this technology. In this regard the Ulyanovsk-based plant is the first enterprise in the world to use infusion technology for production of a load-carrying components of an aircraft wing.
The tests have confirmed advantages of this technology. As a result, we have the same strength characteristics, and speaking of economics and technical parameters, the infusion technology is cheaper, in particular, in terms of energy consumption. Autoclave is a rather complicated device, which requires additional safety measures, because it uses high temperature and high pressure.

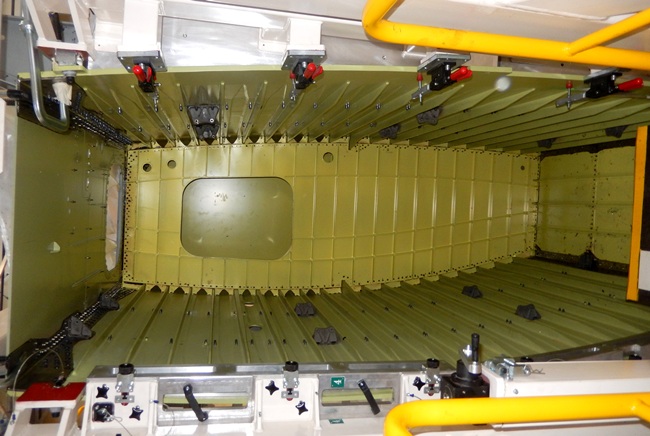
Placement of the lower panel of MS-21 wing at AeroComposit-Ulyanovsk
As against a small facility installed at a Moscow-based plant, Ulyanovsk enterprise has a 22-meter long oven, which is able to accommodate a panel or a spar and has an acceptable temperature gradient along the length of the oven of 2 degrees or less. Companion parts (small special models, which go through the production cycle together with the main products) are “baked” together with these components. The companion part is used for carrying out all the tests without damaging the main component. Since the companion part is manufactured together with the part under the same conditions it serves as the part’s analogue. Later specimens are cut from these companion panels and tested. Tensile strength, compressive strength and shear tests are carried out.
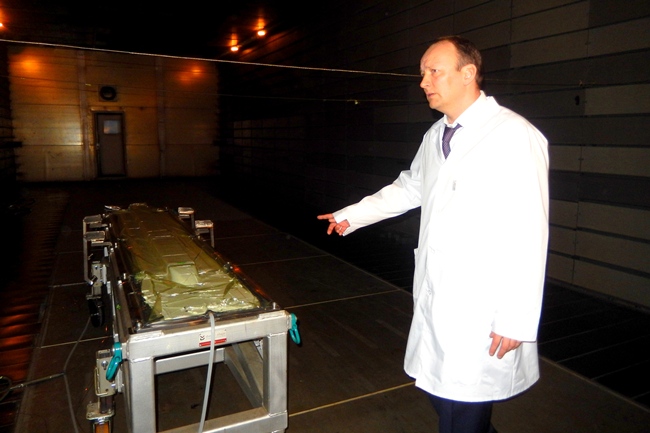
Anatoly Gaidansky in a thermal oven after completion of infusion process of companion panel at AeroComposit-Ulyanovsk
But why was the laboratory established in Moscow instead of Ulyanovsk, where the plant is located? The fact is that the laboratory was established closer to those involved in development, so designers and production engineers could find the answers to their questions as soon as possible. And that’s true! Structural analysts are working closely with the specialists of the testing laboratory – they provide the base data and want to get the results. The results are available within 24 hours. It helped speed up the development process dramatically. «Even foreign specialists, who cooperated with us (first of all, suppliers of materials) were impressed with our pace,» Slobodinski said.
23 employees are working in the laboratory. Most of them (20 people) are university educated ones, who graduated from MAI, MATI and Bauman Moscow State Technical University. These are our major specialists. Moreover, requirements of AR IAC for accreditation of the laboratory include special qualification of its specialists. All the employees have completed the training course and received certificates allowing them to carry out certain tests. The AR IAC’s inspection confirmed their high level of knowledge, skills and hands-on experience.

The laboratory’s equipment includes different test benches and additional equipment: 1. Test benches (maximum load of 25 and 60 tons). They are used for shear tests, tensile tests, tearing tests, etc. 2. Impact testing machine. 3. Climatic chamber – designed to create a lasting environmental effect (temperature, humidity) before the testing of prototypes. 4. Test bench (load of 25 tons), which is able to simulate climatic effect (temperature, humidity) during tests. 5. Instruments used to carry out ultrasonic inspection with different measurement ranges. The amount of investments in the project was around 30 million rubles. The laboratory has cutting-edge equipment, which is also used in EU countries
"We meet the requirements of all the standards, both European ones, for example, in the network of Sukhoi SuperJet 100 project, and Russian ones used in MS-21 project. The procedures have been developed, preparation of the equipment has been completed and now testing is underway," Alexey Slobodinski said.

The laboratory also develops procedures for repair of composite components, even under the field conditions. There is a special versatile mobile system having relatively low energy consumption and designed for carrying out on-site repair. It includes both a device for non-destructive ultrasonic testing and a mobile oven for spot repair, carried out even without disassembly of a component. In future (such work is underway) an aircraft wing will be fitted with fiber optic sensors designed to keep track of all the emergency situations and control the condition of components in real-time mode.

Versatile mobile system for inspection and on-site repair of composites
One of the main areas of research is machining of components and parts using five-axis milling centers; the research is aimed at understanding different cutting modes, choosing an optimal tool for machining, because composites are not like traditional metals and they require special machining conditions. The product’s quality depends on the choice of a cutting mode.
Upon completion of development these technologies are transferred to plants in Kazan and Ulyanovsk. First of all Ulyanovsk, because infusion technologies are used there for assembling MS-21’s wings and fuselage center section. Kazan-based enterprise along with traditional autoclave technology used for production of components and panels also uses infusion technology for production of its own composite attachments. However, this process is carried out at room temperature instead of using an oven as in case with parts manufactured in Ulyanovsk. The temperature may also be raised a bit. KAPO-Composit is working on two major projects: MS-21 and Sukhoi SuperJet 100. The Kazan-based enterprise manufactures all the high-lift devices for MS-21: front and rear section of the wing, leading edge flaps, small accessories, ailerons, flaps, wing-tip devices, elevators and rudders.
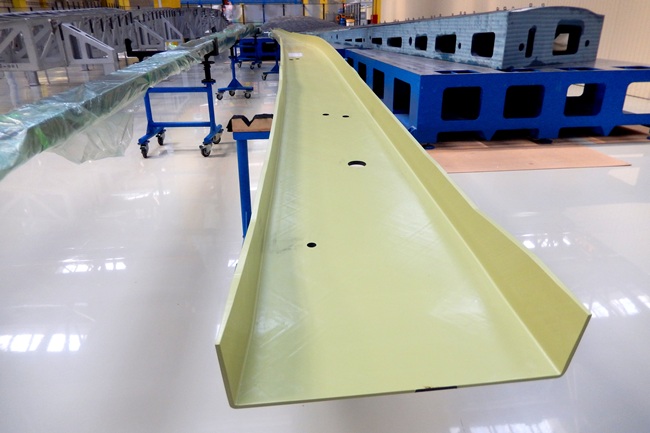
Rear spar manufactured for the first MS-21 prototype by AeroComposit-Ulyanovsk
«MS-21 is the first Russian civil aircraft with a wide use of composites. Use of these materials provides significant advantages compared to aluminum, first of all, in terms of aerodynamics. Composite wing helps improve fuel efficiency thanks to better geometry of the wing and decrease of aerodynamic drag. It also offers better weight characteristics. Assembly of the wing and fuselage center section has already been started. This summer we are going to deliver the components to Irkut Corporation for assembly of the first jet; its rollout is scheduled for late 2015 (a special program and presentation of junction of the wing to the fuselage will be held in August at MAKS-2015 airshow). All our plants were constructed from the ground up. These are unique technologies developed by our company,» AeroComposit CEO Anatoly Gaidansky said.
Assembly of MS-21 fuselage center section at AeroComposit-Ulyanovsk (upper and lower panels are made of composites)
The wing of MS-21 aircraft comprises 9000 parts. At present a unique line for assembly of MS-21 wing, which will be manufactured with all the high-lift devices and other components installed, is being constructed in Ulyanovsk. Actually, there are not a lot of employees at AeroComposit-Ulyanovsk. The secret is that the enterprise uses a lot of robots. Most of the employees serve as operators and inspectors. Of course the plant still needs hand labor, but this refers mostly to installation, dismantling or transportation of products, usually carried out with the help of special equipment. The most important and critical operations are performed by robots.

Stand of the assembly line, where MS-21 wing panels will be coupled
There is nothing like this in our aircraft industry. To be honest, there are no such things even at Boeing and Airbus enterprises. Being at the plant, where all the employees wear white coats and shoe covers, special requirements in the area of internal air quality are introduced and you can see your reflection in the floor coating, you just can’t believe that you’re in Russia. For the first time in the contemporary history we are not trying to repeat old technologies and expertise of foreign companies; this time we act as innovators and try to move to the technological avant-garde of the world civil aircraft industry.






