




The Center for Additive Technologies is the leading and largest Russian enterprise specializing in additive manufacturing and the only one in Russia with a full cycle production. TsAT is in the TOP-20 of similar enterprises in the world and is on a par with similar enterprises of such well-known brands as Boeing, Airbus, General Motors, General Electrics ... The enterprise participates in the manufacture of parts for experimental demonstrator engines PD-35, VK-650V and VK-1600V manufactured by the United Engine Corporation (UEC), hull products for the Ansat-M helicopter and many others. At the moment, preparation and certification of serial production is underway. Among the new equipment is an SLM (Selective Laser Melting) machine for printing metal powders. This is a technology based on the complete melting of particles, followed by the creation of monolithic parts. This technology minimizes the risk of micro-cracking caused by the porosity of the structures and increases the strength of the product in comparison with traditional casting processes.
«Additive technologies can reduce costs and reduce the weight of parts by up to 50% while maintaining strength characteristics. The use of components made by industrial 3D-printing in aircraft engines makes it possible to accelerate the development and production, as well as improve the characteristics of domestic aircraft. Due to the provision of new equipment, the design capacity of TsAT increased by 261%, the enterprise acquired the status of a full-cycle service company. At the new facilities, we plan to use serial methods to produce components for the latest Russian aircraft engines, including components for the PD-14 engine,» - says Vladislav Kochkurov, General Director of JSC“ TsAT ”Rostec, who acted as our guide to the new enterprise.
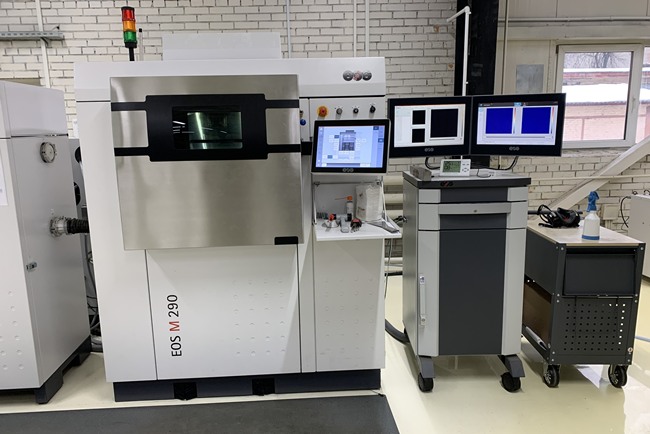
Let's start our tour of the plant with the largest layer-by-layer synthesis section. There are two printers from the same manufacturer - the German company EOS. They work on cobalt-chrome and stainless alloys. They differ in print dimensions and the number of lasers in the working chamber.

The «small» one is called the EOS M 290 - it is the most widespread production machine of this kind in the world. Such, say, a battle horse that performs its functions without fail. «It works according to the technology of layer-by-layer synthesis with construction dimensions of about 300 mm in all three axes. «Big» - a similar machine EOS M 400, but with dimensions of construction already 400 cm3. There are 4 lasers in its working area, they work in their four sectors in the formation area, - says Vladislav Kochkurov. - A large-sized machine has an advantage in two cases. The first case is if the production of not an experimental single part is carried out, but we are talking about mass production and it is necessary to produce a large number of parts very quickly. It should be clarified here that the method of layer-by-layer synthesis allows one to grow not one, but several parts at the same time, placed on a special platform. Accordingly, on a large machine, productivity increases significantly.»
.jpg)
The second case - if there is a task to produce a large-sized part, and it does not physically fit into the chamber of a medium-sized printer. Accordingly, a large print area is needed and a large-sized machine comes to the rescue. In addition, due to its modular design, the main module where the synthesis / 3D printing process takes place can be quadrupled by installing additional modules. And all the available peripheral equipment is already designed for this performance.
Peripheral equipment refers to specialized installations serving the main module. With their help, the block with printed parts is unloaded, it is cleaned from excess fractions of the material used, the part is separated from the base, the technological fixing elements are trimmed, and the excess powder material is cleaned for reuse.
Interestingly, in the case of manufacturing a large series of parts, and if all parts are made from the same material, in the future, you can go to fully automated production, eliminating human participation. To this end, the plant is equipped with automated trolleys that move between building and unloading areas. Accordingly, we get a closed flexible production line.
In this case, as mentioned above, a powder material is used to build the models. The surplus powder is collected by a special installation, cleaned and reused in the construction of new parts. Thus, the material utilization efficiency reaches 95%, which is a completely unattainable indicator for traditional production methods, where 2/3 of the material often goes to "chips".

One of the important elements of the production chain is the ATOS ScanBox 3D scanner, which performs the function of non-contact quality control of manufactured products. «3D - technology is the maximum digitalization and the most deserted technology, - says Vladislav Kochkurov, - no drawings, everything is in digital, the control program, the file for construction and the 3D model of the part, which was modelled by the designer. It needs to be compared with what we got at the output after the build cameras. There is now a build platform with manufactured parts. This machine, using a laser scanner, compares what the designer has conceived, i.e. parameters of the 3D model that we wanted to get with the actually obtained part. Thus, we control the geometry and quality of manufactured parts in terms of overall dimensions. Human participation is minimal here. The system is automatically calibrated and independently develops a program for scanning.»
.jpg)
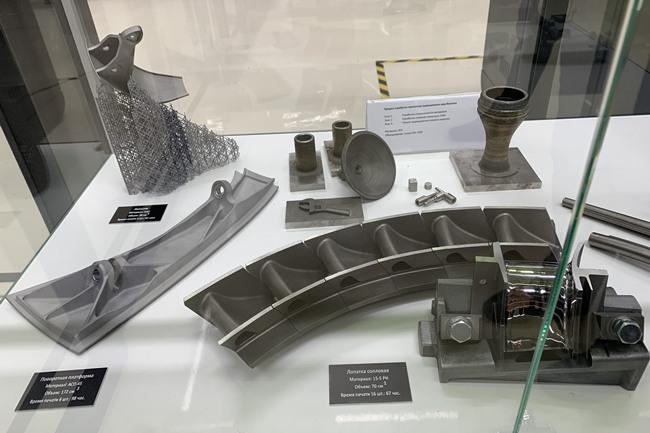
In the next section, there is a layer-by-layer synthesis machine with a build size of 500 cm3. It is the largest layer-by-layer synthesis machine in Russia today. This installation works on aluminum alloys. Its task is the production of large-sized products by the additive method for serial production. Then there are two more cars. The first one works on stainless heat-resistant alloys, the second - on aluminum. It should be remembered here that aluminum is a fairly reactive alloy and requires a special approach in order to exclude its ignition. For this reason, the unit is equipped with a submarine-like door. A sufficiently high degree of vacuumization and pumping of an inert gas is created inside the working chamber in order to exclude the possibility of oxygen ingress to the maximum. After all, the material is fused with a laser at a high fusion-combustion temperature. This machine is from General Electric. The swirler of the PD-14 engine from a heat-resistant nickel alloy of domestic design will be mass-produced here. It was on such a machine that the technology of its production was tested and certified. And this machine was purchased precisely to launch the mass production of the swirler of this engine.

The swirler is an element of the fuel system, through which fuel enters the combustion chamber. Why a swirler? The fact is that this product has a complex geometry and it is impossible to produce it in one piece by traditional methods without dividing it into separate parts, which complicates the production process, reduces the reliability and service life of the product. At the moment, TsAT is at the stage of certification of production and technological processes in order to launch mass production of products for PD-14 in the second quarter of 2021. The enterprise is ready to fully meet the needs of the serial engine manufacturer, and they are considerable - 38 such swirler is installed in one combustion chamber.
Moreover, the productivity of this installation, as well as any other installed at the enterprise, is several times higher than the production needs of some swirler. The concept of a 3D printer makes it possible, even in one cycle, to simultaneously produce completely different parts, even for different customers - for example, engine and helicopter parts.

«On the same platform, we can grow parts for the aircraft, helicopter and consumer market at a time. There are no restrictions. The main thing is that there is a single material, and everything is placed in the construction chamber. This is the universality of the approach - we do not get stuck on any one order, on some specific volume of a part. We can do in one cell at the same time what is economically expedient and logical to do together, - notes Vladislav Kochkurov. - The technology is being tested here - we are implementing R&D projects, and today we are already moving on to serial production. In the aviation industry, this is the first project for the transition to a series in the framework of additive manufacturing.»
.jpg)
At the moment, the company is involved in 5-6 development projects, such as the PD-35 project or the VK-650 helicopter engine. The latter has already started bench tests last month. Moreover, 12% of the material part of this engine was manufactured by the additive method, including at this enterprise. «So that there is an understanding of what the bonuses of the use of additive technologies are - we received the final set of design documentation for this engine at the end of August 2020, and in December the engine was already assembled for bench tests. It is impossible to do this by standard methods in such a timeframe. Considering that the CAT is located on the territory of the enterprise. Chernyshev, which is part of the UEC and is directly involved in the production of the cold part of the VK-650 engine, our products were actually processed in the «neighboring workshop» for further processing. I can tell you that it would take 4 to 6 months to make the tooling and obtain these parts by a conservative standard casting method. And this is very important. This is one of the elements of the economic feasibility of using the additive,» - said the head of the enterprise.

In addition to speed and manufacturability, the issue of the cost of products is also important. And this aspect is also being comprehensively studied. Something is more expedient to produce by the traditional method, while some products give significant advantages in engine characteristics, reliability and resource, ease of installation, etc. As a result, it often leads to a decrease in the final cost of production and installation costs. It is possible to produce an assembly in the traditional way from many separate parts and then assemble it for a long time. Moreover, each additional connection point potentially reduces the reliability of the structure. Or you can print the whole thing on a 3D printer and get a whole product with better weight characteristics, and even significant savings in labor intensity, and therefore in man-hours.

«We can benefit from the fact that we move away from additional technological operations of welding, assembly, etc. We can print up to 30-40 elements at once as one single unit and get the finished product without losing any functionality. The profit from the use of additive should be looked for exactly there. Those. directly, made by casting or made with an additive, the additive will certainly be more expensive. And here it is necessary to apply the approach of additive thinking in terms of reengineering of parts in terms of creating structures that cannot be obtained by standard methods, explains Vladislav Kochkurov. - In addition, there is no point in changing what was produced by the standard method to an additive without changing the construct. We must always pursue some parameters to be achieved. In aviation, one of the first parameters is weight. The lower the weight, the less fuel is consumed by the aircraft that is flying. The second point is the issues of reengineering, i.e. what effect in manufacturability we can get due to additive. And we can get various openwork lightweight designs using bionic design without losing the characteristics of the hardness and strength of the product. We reduce the weight, but we get the same strength.»
.jpg)
All that we talked about before is the equipment for layer-by-layer synthesis. Where there is a platform and on the construction platform, a part is produced by layer-by-layer sintering. The next installation is the technology of direct metal deposition. Here, metal powder and an inert gas are fed into the construction zone from three nozzles at one point. This process is faster, cheaper and allows for larger dimensions of the manufactured products.
However, with this technology, the quality of the inner surface of the resulting product suffers slightly. But this technology is perfectly applicable in cases when it is necessary to carry out repairs in the form of metal deposition on any product. Or, when creating bimetallic structures, for example, on a cheaper alloy, to fuse the surface layer of a more expensive metal with the characteristics that we need in terms of strength and get a functional part.

Such a machine is perfect for repairing, for example, compressor blades of an aircraft engine that comes out of service and where it is necessary to «melt» the edges and restore the geometry. Or for the restoration of technological equipment: stamping equipment, foundry equipment. «Now for one of the customers we are doing experimental work on the manufacture of ball-cylinders. It is impossible to obtain this by the layer-by-layer method. Because with the layer-by-layer synthesis method, we need to make supporting structures, and this ball must have a hollow structure inside, and here results can only be achieved with this direct growing technology. When the powder arrives, it is fed directly to the build area. By its principle, this machine is very similar to a CNC milling machine, there is exactly the same rotary-oscillating table, only instead of a spindle with a milling cutter there is a head with a laser and supplying inert gas and powder,» - explains Vladislav Kochkurov.

And, of course, additive manufacturing requires special approaches to quality control, but exactly the same as are required with standard production methods. And now its own laboratory is being put into operation at the CAT. Tensile, tensile and compression tests of those elementary samples that are obtained together with the finished product will take place here. Thus, the quality of the manufactured products will be confirmed in all functional characteristics. The incoming quality control of the applied metal powder will also be carried out. There is a metallography laboratory, where samples of metal-powder compositions, which are used in production, are examined for macro- and micro-structure. The quality is checked, which is guaranteed by the metallurgical companies involved in the production and manufacture of these powder compositions.

Our excursion to the CAT at the heat treatment site has come to an end. In the process of additive construction, any part requires normalization of its microstructure. Because if there is a layer-by-layer synthesis, respectively, and the molecular structure is obtained, the product is the same layer-by-layer. The product needs heat treatment. For this, a low-temperature and high-temperature vacuum furnaces were purchased for finishing heat treatment. Here the part is alloyed, sintered, hardened and its internal structure normalized.






